As one of the world’s leading pump manufacturers, Sulzer provides a wide range of products for engineered, configured, and standard pumping solutions as well as essential auxiliary equipment. We are renowned for our state-of-the-art products, performance reliability and efficient solutions.
Whether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Sulzer pumps and other process equipment operate reliably in demanding mining applications, where durability and performance are key factors.
FOOD & BEVERAGE
Food and beverage production relies on our pumping and mixing solutions. Special Sulzer pumps and agitators have been developed for sugar, starch, and sweeteners. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
OIL, GAS & CHEMICALS
High-performance Sulzer pumps provide cutting edge solutions for the production, processing and transportation of hydrocarbons and CO2. Our technologies enable efficient separation processes for liquids and gas. We provide reliable services for compressors, turbines, motors, and generators through our global aftermarket network.
BIO-BASED, RECYCLING & CARBON CAPTURE
Mitigating climate change, protecting our limited natural resources, combatting environmental pollution; challenges like these are shaping the global agenda at a breathtaking pace. Sulzer Chemtech is providing a wide range of circular solutions to curb the increasing climate emissions while simultaneously tackling the global plastic waste challenge. Our portfolio of applications includes biopolymers, textile and plastics recycling, bio-based applications, and carbon capture and utilization.
KEY PRODUCT TECHNOLOGIES
Full range of single-stage Sulzer pumps which can be designed either using the end suction overhang impeller design method, or the impeller between bearing design method. These pumps comply with either ISO 5199 / ISO 2858, ASME B73.1 or API 610 standards and guarantee reliable pumping processes.
Vertical pumps are used in applications with low net positive suction head (NPSH), cryogenic temperatures, where vertical lift is required, and in sump and cooling water services.
Vertical Sulzer pumps span flow rates from 8 to 45000 m3/h (40 to 200,000 US gpm). They generate heads from 2m to 2600m (7 to 8500 ft), are built with 1 to 40 stages, run at speeds from 180 to 6 000 rpm, and operate in services from -160 to +200 °C (-260 to 400 °F).
Sulzer offers one of the most comprehensive ranges of submersible pumps available on the market today. The applications extend from pumping of light and medium duty within residential and commercial properties to pumping of heavy duty with high concentration of rags and solids in municipal wastewater collection networks and in industrial wastewater applications.
Sulzer offers a range of progressing cavity pumps for demanding positive displacement process applications. Our pumps provide a near constant flow rate and suction lift capability for handling wastewater sludge, slurries, viscous and shear thinning non-Newtonian fluids.
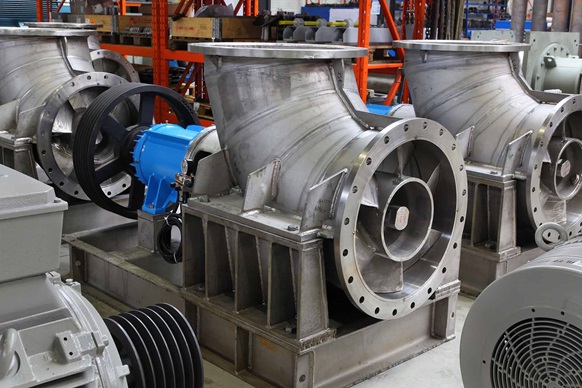
Axial flow pumps, also known as elbow or propeller pumps, are used in high flow and low head applications. Sulzer offers a complete range of low and high pressure, horizontal and vertical axial flow pumps especially designed to handle severe pumping conditions.
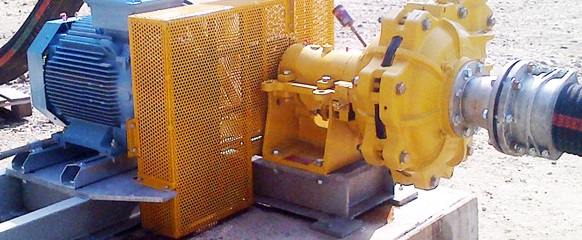
Slurry pumps are used for applications where solids are present in the fluid stream. Application based pump and material selections should be made for trouble free performance when handling highly abrasive or corrosive liquids. Sulzer offers a complete range of slurry pumps specially designed to handle light to severe slurry duty.
Our dewatering pumps are designed to meet tough challenges in construction sites, tunnels and mines. The compact and robust design combines low weight with high capacity and high abrasion resistance for efficient handling of dirty water.